Для чего нужна направляющая втулка для фрезера. Копировальная втулка и первые приемы работы
Надумал я заказать себе кучу шаблонов у людей, которые по векторным файлам режут материал на ЧПУ-станках. Ну всяких там для гитар: под датчики, под темброблоки, под машинки. Вот, на стюмаке что-то такое лежит:
Казалось бы, открывай векторный редактор, изображай там разные загогулины (все чертежи легко нагуглить), покупай толстый поликарбонат и сдавай все это на резку. Однако мне видится некоторое неудобство в использовании фрез с подшипником. То есть таких:
Дело в том, что эти фрезы обычно очень крупные . Большой диаметр не дает фрезеровать маленькие прямоугольные пазы (например, под джазбасовый сингл). А большая высота кромки заставляет применять неадекватно высокие шаблоны при фрезеровке неглубоких пазов (например, под крышку темброблока).
Такие фрезы с МАЛЕНЬКИМ диаметром (меньше полдюйма) дороги и не всегда доступны. В большинстве магазинов диаметр начинается от 16 мм. И даже в жирнющем каталоге CMT самой маленькой фрезой с подшипником является 12,7 мм. Это не приемлемо. Радиусы по углам большинства пазов не должны превышать 4 мм (на самом деле, чем меньше, тем лучше).
Опять-таки, обращаю внимание на стюмак. Даже в магазине, где фрезы минимального диаметра просто обязаны быть, ничего мельче 3/8" (9,5 мм) нет. Притом за столь конские деньги предлагается фиксировать подшипник на хвостовике с помощью тефлоновой трубочки, засунутой между цангой и подшипником. Спасибо, нет.
Я, конечно, понимаю, что если хвостовик у фрезы 6, а диаметр 8, то на подшипник остается миллиметр, поди найди такой (да и бывают ли вообще?). То есть проблема не в мировом заговоре, а в том, как устроена фреза. В голову лезут разные безумные проекты типа заказных цанг под 4 мм и обтачивания хвостовиков у фрез под соответствующий диаметр, дикого биения, лопнувшего хвостовика, запоротого кастомшопа, тяжелой травмы шеи и смерти от потери крови. Без сожаления отвергаю подобные радужные перспективы. Похоже, что мои шаблоны будут сделаны под копировальную втулку.
Какие проблемы? Разве что края шаблона не будут соответствовать краям паза. Это не беда. Для точного позиционирования вполне хватит центральных линий (или осей симметрии - я не знаю, как это правильно называется). Зато выбор фрез расширяется до бесконечности: любая длина, любая ценовая категория, любой диаметр (если он совместим с шаблоном и втулками по формуле на картинке выше). Хо-хо! и любые радиусы по краям паза. Использование мелких фрез меня не смущает, потому что все равно большая часть дерева убирается на сверлильном станке. Кроме того, можно вогнать втулку и фрезу побольше для первых грубых проходов.
Теперь для полного счастья следует подобрать пары фреза-втулка так, чтобы расстояние между краем шаблона и краем паза было одинаковым . Одна пара будет использоваться для грубого снятия материала и подчистки дна паза, другая - для финишного прохода по краю паза с целью заострения углов. Чтобы применять с этими парами один и тот же шаблон, нужно, чтобы разности диаметра втулки и фрезы каждой пары совпали. Фрез, очевидно, навалом, и между 3 мм и 15 мм можно найти почти любой целочисленный диаметр, плюс дюймовщина. Нужно посмотреть, какие бывают втулки.
Мой основной фрезер для тяжелых работ - Bosch Professional GMF-1400 CE. Чрезвычайно солидный аппарат, которым я планирую работать, покуда смерть не разлучит нас. У боша есть собственная (и очень удобная) система быстрой установки копировальных втулок. Доступные по русскому каталогу диаметры - 13, 16, 17, 24, 27, 30, 40 . Кроме того, существует адаптер для установки копировальных втулок традиционной конструкции . Последние встречаются в основном дюймовые, их полно в любом крупном столярном магазине. Если не считать самые мелкие втулки с внутренним диаметром меньше 8 (они мне ни к чему), доступные внешние диаметры - 11.1, 12.7, 15.9, 19.05, 20.2, 25.4.
Как уже было сказано, большую часть дерева я не фрезерую, а высверливаю на станке. Это гораздо быстрее, безопаснее и дешевле использования фрез. Поэтому, в принципе, для "промежуточного" прохода фрезером вполне сгодится фреза диаметром 8. А на финишном проходе меньше четырех миллиметров не требуется: даже если нужен идеальный прямой угол, после "четверки" краешек остается настолько мелкий, что его можно срубить стамеской в два счета. Под эти две фрезы имеются стандартные бошевские втулки! А если нужно зачем-то снимать материал по большой площади, то как минимум можно еще завести втулку на 27 и фрезу на 18 - такие фрезы делает много кто, правда, хвостовик там будет уже 12 мм, но у моего фрезера имеется такая цанга. Диаметр тот же. Короче, вот три пары:
D=27 d=18
D=17 d=8
D=13 d=4
от шаблона до паза = 4,5 мм.
Правда, восемнашку не всегда легко найти. Близкий к ней очень распространенный диаметр фрезы - 16 мм. Он бывает с любым хвостовиком, делается всеми китайцами и продается почти в любой палаточке на стройрынке. Для полного счастья к ней нужна втулка на 25 мм, которой в приведенном выше списке нет. НО! Там есть втулка на 25,4 мм. Расстояние от края шаблона до паза получится 4,7 мм - что, конечно, не попадает в 4,5, но какая к черту разница, если мы потом все равно будем проходить мелкой фрезой? Она играючи снимет 0,2 мм по кромке. Или даже можно взять стандартную бошевскую на 27 - разница будет 1 мм по кромке, что тоже несущественно для финишного съема. Значит, четвертая пара для грубого снятия материала, на выбор:
D=27 d=16 (до паза 5.5, дельта 1)
D=25.4 d=16 (до паза 4.7, дельта 0.2)
Итак, все мои шаблоны будут иметь отступ в 4,5 мм от границ паза.
И никаких подшипников.
UPDATE
: в комментариях предложен более разумный вариант, спасибо!
UPDATE #2
: я, конечно, дофига умный и совершенно не учел того, что при обходе внутренних
углов копировальной втулкой минимальный радиус на них равен разнице радиусов втулки и фрезы. Так что внутренний УГОЛ никак не получится, только со скруглением. Но в остальном текст актуален.
Шаблон для прямоугольной фигуры можно сделать легко, используя широкие рейки из МДФ и фрезерный станок на котором установлена копировальная втулка и прямая фреза. На фото показан пример по которому можно изготовить шаблон для фоторамки. Размеры рамки будут зависеть от размера напечатанной фотографии, для которой делается шаблон.
Копировальная втулка в прямоугольных шаблонах.
 Проверьте какого диаметра установлена копировальная втулка, диаметр и вычислите смещение. Теперь нанесите линии первого прямоугольника, по размеру фотографии. Вокруг этого первого прямоугольника нарисуйте второй побольше, создав со всех сторон направляющей втулки/фрезы смещение. Формула расчета представлена ниже в статье, в нашем случае если вы используете копировальную втулку 30 мм с фрезой 10 мм, смещение будет 10 мм. Далее рисуем третий прямоугольник, вокруг второго прямоугольника, и опять создаем смещение. При фрезеровании, используются рейки такой же толщины, как ДСП и они закреплены на заготовке, что предотвратит от наклона фрезер. Шурупами или двухсторонним скотчем закрепите четыре рейки создав внешний прямоугольник и вырезайте по часовой стрелке внутри прямоугольника. Снаружи форма шаблона может быть выполнена аналогичным образом, но легче просто отрезать края циркулярной пилой и скруглив наждачной бумагой углы. На диаграмме справа показан макет из прямоугольников.
Проверьте какого диаметра установлена копировальная втулка, диаметр и вычислите смещение. Теперь нанесите линии первого прямоугольника, по размеру фотографии. Вокруг этого первого прямоугольника нарисуйте второй побольше, создав со всех сторон направляющей втулки/фрезы смещение. Формула расчета представлена ниже в статье, в нашем случае если вы используете копировальную втулку 30 мм с фрезой 10 мм, смещение будет 10 мм. Далее рисуем третий прямоугольник, вокруг второго прямоугольника, и опять создаем смещение. При фрезеровании, используются рейки такой же толщины, как ДСП и они закреплены на заготовке, что предотвратит от наклона фрезер. Шурупами или двухсторонним скотчем закрепите четыре рейки создав внешний прямоугольник и вырезайте по часовой стрелке внутри прямоугольника. Снаружи форма шаблона может быть выполнена аналогичным образом, но легче просто отрезать края циркулярной пилой и скруглив наждачной бумагой углы. На диаграмме справа показан макет из прямоугольников.
Копировальная втулка и смещение фрезы, простая формула.
 Главное на что обращает внимание копировальная втулка это, что рез фрезой проходит на определенном расстоянии от внешнего края копировальной втулки. Это расстояние зависит от диаметра втулки и диаметра фрезы и называется «смещение». С некоторыми стандартными панелями, например узор на кухонных рабочих поверхностях, вам не придется беспокоиться о расчете смещения; вы просто используете приспособление с готовыми размерами для фрезера, фрезы и копировальной втулки. При использовании собственных шаблонов, смещение должно быть рассчитано и учтено в конструкции. Рассмотрим простую формулу для расчета смещения, если своими словами, то: (наружный диаметр направляющей втулки — диаметр фрезы)/2. Например, копировальная втулка имеет диаметр 30 мм, а фреза диаметр 10 мм, тогда получаем смещение по формуле (30-10)/2 = 10 мм. Если вы до сих пор не поняли, то самый простой способ понять это, установите фрезу и копировальную втулку на ваш фрезер, сделайте прямолинейный рез по прямолинейному краю рейки и измерьте расстояние от края реза до прямолинейного края рейки. На рисунке показана Диаграмма, иллюстрирующая приведенный расчет выше.
Главное на что обращает внимание копировальная втулка это, что рез фрезой проходит на определенном расстоянии от внешнего края копировальной втулки. Это расстояние зависит от диаметра втулки и диаметра фрезы и называется «смещение». С некоторыми стандартными панелями, например узор на кухонных рабочих поверхностях, вам не придется беспокоиться о расчете смещения; вы просто используете приспособление с готовыми размерами для фрезера, фрезы и копировальной втулки. При использовании собственных шаблонов, смещение должно быть рассчитано и учтено в конструкции. Рассмотрим простую формулу для расчета смещения, если своими словами, то: (наружный диаметр направляющей втулки — диаметр фрезы)/2. Например, копировальная втулка имеет диаметр 30 мм, а фреза диаметр 10 мм, тогда получаем смещение по формуле (30-10)/2 = 10 мм. Если вы до сих пор не поняли, то самый простой способ понять это, установите фрезу и копировальную втулку на ваш фрезер, сделайте прямолинейный рез по прямолинейному краю рейки и измерьте расстояние от края реза до прямолинейного края рейки. На рисунке показана Диаграмма, иллюстрирующая приведенный расчет выше.
ручного фрезера, необходимо использовать соответствующие приспособления — копировальные кольца для фрезы.
Копировальные кольца являются круглой пластиной, которая имеет выступающий буртик.
При работе оборудования наблюдается скольжение буртика вокруг шаблона.
С помощью данного составляющего обеспечивается необходимая траектория движения фрезы.
Местом крепления данного приспособления является подошва фрезера.
Для его крепления могут использоваться разнообразные .
Наиболее часто производится его вворачивание в отверстие резьбой.
Некоторые копировальные кольца оснащаются специальными усиками, которые вставляются в специальные отверстия во время их крепления к фрезам. Также может производиться прикручивание копировальных колец. С этой целью наиболее часто используются винты.
При выборе данного приспособления необходимо в обязательном порядке обращать внимание на его размер. По своему диаметру он должен максимально точно сочетаться с диаметром фрезы.
При этом подбор кольца осуществляется таким образом, чтобы его диаметр не соприкасался с режущими частями фрезы. Для компенсации диаметров между кольцом и фрезой осуществляется подбор шаблонов таким образом, чтобы они были меньше готовых деталей.
Применение кольца
При использовании фрезеровального кольца предоставляется возможность фрезеровки по шаблону. При этом осуществляется копирование одного и того же рисунка на заготовку.
Производство данных приспособлений осуществляется по универсальной технологии, что обеспечивает им отменную работоспособность. Для изготовления копировальных колец используется сверхпрочных металл, что ограничивает возможность их поломки во время работы.
Благодаря наличию на изделиях специального покрытия обеспечивается их устойчивость к коррозии и другим воздействиям окружающей среды негативного характера.
Благодаря эргономичной форме данного приспособления обеспечивается высокий уровень удобств во время его монтажа на фрезу. Данные приспособления являются достаточно мелкими деталями, что обеспечивает удобства во время их хранения и перемещения.
Копировальное кольцо является неотъемлемой частью фрезеровальной машины, с помощью которого осуществляется максимально точное выполнение . С этой целью необходимо всего лишь правильно произвести подбор кольца.
Фрезерование и его особенностей
На сегодняшний день очень многие люди при установке мебели, проведении ремонта и т.д. нуждаются в обработке металла или дерева. С этой целью наиболее часто используется фрезерование.
Это процесс, при котором производится резка металла. С этой целью необходимо использовать вращающийся режущий инструмент.
Одновременная подача заготовки при этом осуществляется по линейному принципу. Снятие материала с заготовки осуществляется с помощью фрезы, на которое надевается копировальное кольцо, на определенную глубину.
При обработке материала работа фрезы может осуществляться периферией или со стороны торца. При работе инструмента производится вращение фрезы.
Копировальное кольцо вращается вместе с ней. Инструмент имеет периферийные и торцевые режущие кромки зубьев, с помощью которых осуществляется фрезерование. При этом наблюдается увеличение к центру толщины среза и ее уменьшение при контакте фрезы и заготовки.
Копировальное кольцо является неотъемлемым приспособлением фрезеровального оборудования. С его помощью производится считывание шаблонов, что значительно облегчает работы с фрезеровальной машиной. Установка данного приспособления на фрезер осуществляется без использования специального инструмента, что позволяет с легкостью выполнить это действие любому человеку.
По своему внешнему виду копировальное кольцо напоминает круглую пластину, которая характеризуется наличием выступающего буртика. Кольца выполняются из стали, что обеспечивает им длительную эксплуатацию.
Копировальное кольцо характеризуется наличием внутреннего и внешнего диаметра. Внутренний диаметр данного приспособления является достаточно важным аспектом, так как по этому показателю производится его подбор к определенной фрезе.
С помощью копировальных колец фрезеровальной машиной не только производство заготовок, но и закругление углов. Для выполнения этого действия необходимо использовать копировальные кольца, которые по своему диаметру максимально точно совпадают с фрезой.
Для того чтобы максимально просто произвести процедуру, необходимо использовать шаблон. Достаточно часто осуществляется применение регулируемого шаблона.
С помощью копировальных колец работа с фрезеровальной машиной для оператора значительно упрощается.
Несмотря на то, что данные приспособления имеют относительно небольшие габариты и практически незаметны во фрезеровальной машине, они позволяют максимально точно производить разнообразные заготовки.
Характеристики фрезеровального оборудования

Фрезеровальное оборудование широко используются не только для производства заготовок, но и для выравнивания .
Независимо от предназначения оборудования оно включает в себя роторные кольца, с помощью которых осуществляется максимально качественное проведение работ.
С помощью фрезеровального оборудования ручного типа осуществляется зачистка, шлифовка, удаление, обдирка строго лакокрасочного покрытия.
Работа данного оборудования осуществляется на твердой поверхности в виде кирпича, асфальта, камня, и т. д.
С помощью данного инструмента выполняются строительные и отделочные работы. Его недостатком является то, что с его помощью за определенный период можно выполнить малый объем работ.
Для того чтобы увеличить скорость работы, необходимо использовать роторно-фрезеровальную машину. Ее можно использовать не только внутри помещений, но и на открытых площадках, к которым относятся набережные, взлетно-посадочные полосы, территории внутренних дворов, дорожные покрытия и т. д.
Данный инструмент характеризуется наличием фрез, который выступает главным рабочим инструментом. Их местом расположения является вращающийся барабан. Фрезы крепятся к осям в шахматном порядке. Они оснащаются роторными кольцами.
Ламели являются металлическими звездочками, которые характеризуются наличием впаянного твердосплавного металла, который с легкостью может выдерживать сильные гидравлические нагрузки. На тип применяемых ламелей напрямую влияет глубина снятия и тип работ.
В зависимости от используемой энергии фрезеровальное оборудование могут быть дизельными или электрическими. Минимальное количество фрез в агрегате составляет 70 штук, а максимальное – 130 штук. Ширина обработки поверхности фрезеровальной машины составляет от 18 до 30 сантиметров в зависимости от ее модели.
Оборудование характеризуется наличием достаточно эргономичной ручки, что обеспечивает для оператора простоту работ с ним. В большинстве случаев оно имеет сверхпрочный корпус, который является стойким к ударам, гидравлическим нагрузкам и другим воздействиям механического характера.
Благодаря цельному корпусу агрегатов ограничивается возможность попадания внутрь пыли, грязи и воды. Он имеет специальное напыление, которое уберегает его от коррозии и других негативных воздействий.
Копировальные кольца являются неотъемлемой частью фрезеровальной машины. На сегодняшний день существует несколько разновидностей машин. Независимо от вида осуществляется использование данного приспособления. Данное приспособление обеспечивает высокую точность проведения работ. С этой целью необходимо правильно произвести подбор диаметра кольца. Рассчитать его можно по специальной, но достаточно простой формуле.
Производство приспособлений осуществляется из качественных материалов, что обеспечивает им износоустойчивость и долговечность. Использование копировальных колец во фрезеровочных машинах может осуществляться неоднократно, что позволяет экономить денежные средства на их покупке.
Для полноценной работы с ручным фрезером кроме самого инструмента, материала и соответствующего набора фрез необходимо иметь еще один компонент - приспособления. Чтобы фреза могла формировать заготовку в соответствии с замыслом мастера, - срезая материал именно там, где требуется, - она в каждый момент времени должна находиться в строго определенном положении относительно заготовки. Для обеспечения этого и служат многочисленные приспособления для ручного фрезера. Некоторые из них - самые необходимые - входят в комплект поставки инструмента. Другие приспособления для фрезерования, приобретаются или изготавливаются своими руками. При этом самодельные приспособления так просты, что для их изготовления можно обойтись и без чертежей, используя только их рисунки.
Параллельный упор
Наиболее используемым приспособлением, идущим к комплекте практически к каждому фрезеру, является параллельный упор, обеспечивающий прямолинейное движение фрезы относительно базовой поверхности. В качестве последней может выступать прямая кромка детали, стола или направляющей рейки. Параллельный упор может применяться как для фрезерования различных пазов, находящихся на пласти заготовки, так и для обработки кромок.Параллельный упор для ручного фрезера: 1 - упор, 2 - штанга, 3 - основание фрезера, 4 - винт стопорения штанги, 5 - винт точной настройки, 6 - подвижная каретка, 7 - винт стопорения подвижной каретки, 8 - накладки, 9 - винт стопорения упора.

Чтобы установить приспособление в рабочее положение, необходимо штанги 2 вдвинуть в отверстия станины 3, обеспечивая необходимое расстояние между опорной поверхностью упора и осью фрезы, и зафиксировать их стопорным винтом 4. Для точного позиционирования фрезы, нужно отпустить стопорный винт 9 и вращением винта точной настройки 5 установить фрезу в нужное положение. У некоторых моделей упора, размеры опорной поверхности можно менять, сдвигая или раздвигая опорные накладки 8.
Если к параллельному упору добавить одну простую деталь, то с его помощью можно фрезеровать не только прямолинейные, но и криволинейные пазы, например, обрабатывать круглую заготовку. Причем внутренняя поверхность бруска, расположенного между упором и заготовкой, не обязательно должна иметь округлую форму, повторяющую кромку обрабатываемой детали. Ей можно придать и более простую форму (рисунок "а"). При этом траектория движения фрезы не изменится.

Конечно, и обычный параллельный упор, благодаря выемке в центре, позволит ориентировать фрезер вдоль округлой кромки, однако положение фрезера может быть недостаточно устойчивым.
Направляющая шина по своим функциям схожа с параллельным упором. Как и последний, она обеспечивает строго прямолинейное движение фрезера. Основная разница между ними состоит в том, что шину можно установить под любым углом к кромке детали или стола, обеспечивая тем самым любое направление движения фрезера в горизонтальной плоскости. Кроме этого, шина может иметь элементы, упрощающие выполнение некоторых операций, например, фрезерование отверстий, расположенных на одинаковом расстоянии друг от друга (с определенным шагом) и т.п.
К столу или детали направляющая шина крепится струбцинами или специальными зажимами. Шина может быть укомплектована адаптером (башмаком), который соединен с основанием фрезера двумя штангами. Скользя по профилю шины, адаптер задает прямолинейное движение фрезы.
Иногда (при слишком близком расстоянии шины от фрезера) опорные поверхности шины и фрезера могут оказываться в разных плоскостях по высоте. Для их выравнивания некоторые фрезеры оснащают выдвижными опорными ножками, которые изменяют положение фрезера по высоте.
Подобное приспособление легко сделать своими руками. Самый простой вариант - это длинный брусок закрепленный на обрабатываемой детали струбцинами. Конструкцию можно дополнить боковыми упорами.

Положив брусок сразу на две, и более, выровненные заготовки, у них можно сделать пазы за один проход.

При использовании в качестве упора бруска, неудобно располагать брусок на определенном расстоянии от линии будущего паза. Этого неудобства лишены два следующих приспособления. Первое сделано из скрепленных вместе доски и фанеры. При этом расстояние от края упора (доски) до края основы (фанеры) равно расстоянию от фрезы до края базы фрезера. Но это условие соблюдается только для фрезы одного диаметра . Благодаря этому приспособление быстро выравнивается по линии края будущего паза.

Следующее приспособление можно использовать с фрезами разного диаметра, плюс при фрезеровании фрезер упирается всей своей подошвой, а не половиной, как в предыдущем приспособлении.


Выравнивание упора происходит по краю откидываемой на петлях доски и центральной линии паза. После фиксации упора, откидываемая доска откидывается, освобождая место для фрезера. Ширина откидываемой доски вместе с зазором между ней и упором (если он есть) должна быть равна расстоянию от центра фрезы до края базы фрезера. Если ориентироваться на край фрезы и край будущего паза, то приспособление будет работать только с одним диаметром фрезы.
При фрезеровании пазов поперек волокон, на выходе из заготовки, при фрезеровании открытого паза, нередки случаи задира древесины. Минимизировать задиры помогут следующие приспособления, которые прижимаю волокна в месте выхода фрезы, не давая им отщепиться от заготовки.


Две доски, строго перпендикулярно, соединяются шурупами. С разных сторон упора используются разные фрезы, чтобы ширина паза в приспособлении совпадала с шириной паза фрезеруемой детали.
Другое приспособление для фрезерования открытых пазов, можно сильнее прижать к заготовке, что еще больше минимизирует задиры, но оно подходит для фрезы только одного диаметра. Состоит оно из двух L-образных частей соединяемых на заготовке струбцинами.


Копировальные кольца и шаблоны
Копировальное кольцо - круглая пластина с выступающим буртиком, скользящим вдоль шаблона и обеспечивающим необходимую траекторию движения фрезы. Копировальное кольцо крепят к подошве фрезера различными способами: вворачивают его в отверстие с резьбой (такие кольца на фото ниже), вставляют усики кольца в специальные отверстия на подошве или прикручивают винтами.

Диаметр копировального кольца должен быть как можно ближе к диаметру фрезы, насколько это возможно, но при этом кольцо не должно касаться её режущих частей. Если диаметр кольца больше диаметра фрезы, то шаблон должен быть меньше чем готовые детали, чтобы компенсировать разницу между диаметром фрезы и диаметром копировального кольца.

Шаблон закрепляется на заготовке двухсторонним скотчем, затем обе части прижимаются струбцинами к верстаку. Закончив фрезерование, проверьте, что кольцо прижималось к краю шаблона в течение всей операции.
Можно сделать шаблон для обработки не всей кромки, а только для закругления углов. При этом, используя шаблон изображенный ниже, можно сделать закругления четырех разных радиусов.


На рисунке выше используется фреза с подшипником, но шаблон можно использовать и с кольцом, только либо кольцо должно точно соответствовать диаметру фрезы, либо упоры должны давать возможность отодвинуть шаблон от края на разницу радиуса фрезы и кольца. Это касается и более простого варианта изображенного ниже.


Шаблоны используются не только для фрезерования кромок, но и пазов на пласти.

Шаблон может быть регулируемым.


Фрезерование по шаблону - отличный метод для того, чтобы вырезать пазы для петель.


Приспособления для фрезерования округлых и эллиптических пазов
Циркули предназначены для движения фрезера по окружности. Простейшим устройством этого вида является циркуль, состоящий из одной штанги, один конец которой соединен с основанием фрезера, а второй - имеет винт со штифтом на конце, вставляющимся в отверстие, служащее центром окружности, по которой движется фреза. Радиус окружности устанавливается смещением штанги относительно основания фрезера.
Лучше конечно, чтобы циркуль был из двух штанг.

Вообще, циркули являются очень распространенным приспособлением. Существует большое количество фирменных и самодельных приспособлений для фрезерования по окружности, различающихся размерами и удобством пользования. Как правило, циркули имеют механизм, обеспечивающий изменение радиуса окружности. Обычно он выполняется в виде винта со штифтом на конце, перемещающегося по пазу устройства. Штифт вставляется в центральное отверстие детали.



Когда нужно фрезеровать окружность маленького диаметра, штифт должен находиться под базой фрезера, и для таких случаев используют другие приспособления, прикрепляемые к низу базы фрезера.

Обеспечивать движение фрезы по кругу с помощью циркуля довольно просто. Однако нередко приходится сталкиваться с необходимостью выполнения эллиптических контуров - при врезке зеркал или стекол овальной формы, устройстве окон или дверей арочного типа и т.п. Приспособление PE60 WEGOMA (Германия) предназначено для фрезерования эллипсов и окружностей.


Оно представляет собой основание в виде плиты, крепящейся к поверхности с помощью вакуумных присосок 1 или винтами, если характер поверхности не позволяет закрепиться с помощью присосок. Два башмака 2, движущиеся по пересекающимся направляющим, обеспечивают движение фрезера по эллиптической траектории. При фрезеровании окружности используется только один башмак. В комплект приспособления входят две монтажные штанги и кронштейн 3, с помощью которых производится соединение фрезера с плитой. Пазы на кронштейне позволяют установить фрезер таким образом, чтобы его опорная поверхность и основание плиты находились в одной плоскости.
Как видно из фотографий выше, фрезер использовался вместо лобзика или ленточной пилы, при этом, за счет высоких оборотов фрезы, качество обработанной поверхности получается гораздо выше. Так же при отсутствии ручной циркулярной пилы, фрезер может заменить и её.
Приспособления для фрезерования пазов на узких поверхностях
Пазы под замки и дверные петли, при отсутствии фрезера, выполняют с помощью долота и электродрели. Эта операция - особенно при изготовлении паза под внутренний замок - занимает немало времени. Имея фрезер и специальное приспособление, ее можно выполнить в несколько раз быстрее. Удобно иметь такое приспособление, которое обеспечивает фрезерование пазов широкого диапазона размеров.Для выполнения пазов в торце, можно изготовить простое приспособление в виде плоского основания, крепящегося к подошве фрезера. Его форма может быть не только круглой (по форме основания фрезера), но и прямоугольной. С двух его сторон нужно закрепить направляющие штыри, которые будут обеспечивать прямолинейное движение фрезера. Главное условие при их устройстве заключается в том, чтобы их оси находились на одной линии с центром фрезы. При обеспечении этого условия, паз будет располагаться точно по центру заготовки, независимо от ее толщины. Если потребуется сместить паз в ту или иную сторону от центра, на один из штырей нужно надеть втулку с определенной толщиной стенки, в результате чего паз сместится в ту сторону, с которой расположен штырь с втулкой. При использовании фрезера с таким приспособлением, его нужно вести таким образом, чтобы штыри прижимались с двух сторон к боковым поверхностям детали.

Если к фрезеру прикрепить второй параллельный упор, тоже получится приспособление для фрезерования пазов в кромке.

Но можно обойтись и без специальных приспособления. Для устойчивости фрезера на узкой поверхности, с двух сторон детали закрепляют доски, поверхность которых должна образовывать с обрабатываемой поверхностью единую плоскость. При фрезеровании фрезер позиционируется с помощью параллельного упора.

Можно сделать усовершенствованный вариант, увеличивающий площадь опоры для фрезера.


Устройство для обработки балясин, столбов и прочих тел вращения
Многообразие работ, которые выполняются ручным фрезером, диктует иногда необходимость самостоятельного изготовления устройств, облегчающих выполнение тех или иных операций. Фирменные приспособления не в состоянии охватить весь комплекс работ, да и стоят они довольно дорого. Поэтому самодельные приспособления для фрезера очень распространены среди пользователей, увлекающихся работой с деревом, а порой приспособления сделанные своими руками либо превосходят фирменные аналоги, либо вовсе не имеют фирменных аналогов.Иногда возникает необходимость во фрезеровании различных пазов в телах вращения. В этом случае полезным может оказаться приспособление, изображенное ниже.




Устройство служит для фрезерования продольных канавок (каннелюр) на балясинах, столбах и т.п. Оно состоит из корпуса 2, передвижной каретки с установленным фрезером 1, диска установки угла поворота 3. Работает приспособление следующим образом. Балясина помещается в корпус и закрепляется там с помощью винтов 4. Поворот на нужный угол и фиксация заготовки в строго определенном положении обеспечивается диском 3 и стопорным винтом 5. После фиксации детали, приводится в движение каретка с фрезером (по направляющим планкам корпуса), и осуществляется фрезерование паза по длине заготовки. Затем производится расстопорение изделия, поворот его на требуемый угол, стопорение и выполнение следующего паза.
Подобное приспособление можно использовать вместо токарного станка. Заготовка должна медленно вращаться помощником или простеньким приводом, например, из дрели или шуруповерта, а лишний материал снимается движущимся по направляющим работающим фрезером.
Приспособления для фрезерования шипов
Шипорезные приспособления используются для фрезерования профиля шиповых соединений. При изготовлении последних требуется большая точность, обеспечить которую вручную практически невозможно. Шипорезные приспособления позволяют быстро и легко выполнить профиль даже таких сложных соединений, как "ласточкин хвост".
На рисунке ниже представлен промышленный образец шипорезного устройства для изготовления трех видов соединений - "ласточкин хвост" (глухой и сквозной вариант) и сквозное соединение прямым шипом. Две сопрягаемые детали устанавливаются в приспособление с определенным сдвигом друг по отношению к другу, контролируемым штифтами 1 и 2, затем производится их обработка. Точная траектория фрезы задается формой паза в шаблоне и копировальным кольцом фрезера, которое скользит по кромке шаблона, повторяя его форму.




При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Применение различных приспособлений для ручного фрезера значительно расширяет возможности данного агрегата, а также повышает комфортность и безопасность при работе с ним. В продаже существуют уже готовые модели устройств, предназначенных для использования в паре с фрезером, но, как правило, они стоят дорого. Поэтому многие мастера предпочитают сделать приспособления для данного агрегата своими руками.
Если закрепить ручной фрезер особым способом под столом, то получится универсальный столярный станок, позволяющий производить точную и быструю обработку длинных и коротких заготовок из дерева. Чтобы изготовить стол для фрезера своими руками, сначала нужно подготовить необходимые детали для сборки всей конструкции. На рисунке ниже показана карта раскроя, на которой расположены все детали будущего фрезерного стола. Вырезаются они с помощью циркулярки или форматно-раскроечного станка.
Приспособление можно изготовить из фанеры, ЛДСП или МДФ. На карте раскроя указана толщина материала 19 мм, но это не обязательное условие. Стол также можно собрать из плит толщиной 16 или 18 мм. Конечно же, для изготовления столешницы лучше использовать ламинированные или покрытые пластиком листовые материалы, которые будут позволять легко скользить заготовке по поверхности.
Также следует учесть, что данный самодельный столик предназначен для установки на козлы. Если вам нужен настольный вариант, то царги (5) нужно делать намного шире, чем 150 мм. Их ширина должна быть немного большей, чем высота аппарата, чтобы он мог разместиться под столешницей.
Если детали стола будут выпилены из фанеры или МДФ, то их торцы следует отшлифовать. Торцы деталей, изготовленных из ЛДСП, потребуется покрыть меламиновой кромкой, используя обыкновенный утюг.
Изготовление столешницы
Установка фрезера в стол может производиться как с использованием монтажной планки, так и без нее. Подготовка столешницы для прямого крепления к ней агрегата происходит следующим образом.
- Поскольку основная плита имеет длину 900 мм, то ее центр будет находиться в 450 мм от края. Поставьте в этом месте точку и с помощью угольника проведите линию.
- Отсоедините от подошвы аппарата накладку из пластика.
- Найдите середину среза на накладке и проведите линию через центр подошвы, используя угольник.
- Расположите накладку на центральную линию основной плиты так, чтобы с ней совпал центр подошвы, и отметьте карандашом центр будущего отверстия в столешнице.

- Далее, следует сделать разметку под монтажные винты.

- Просверлите отверстия, через которые агрегат будет крепиться к столу. Обязательно раззенкуйте их, чтобы шляпки винтов были немного углублены в столешницу.
- Просверлите центральное отверстие диаметром 38 мм.
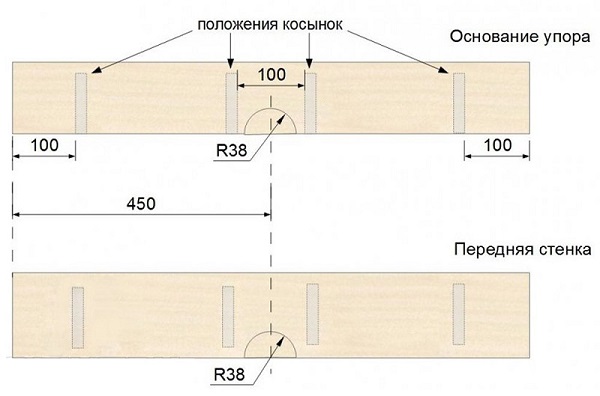
- На следующем этапе следует сделать параллельный упор. С помощью электролобзика или фрезера проделайте полукруглые вырезы на передней стенке упора, а также на его основании.
- Прикрутите косынки к упорам. Ниже предоставлен чертеж, на котором указаны все отступы для размещения косынок.
- К нижней части столешницы прикрутите соединительные планки.

- Соберите фрезерный станок, используя схему, предоставленную ниже.

Крепление агрегата с помощью монтажной пластины
При установке аппарата на основную плиту ее толщина значительно уменьшает вылет фрезы. Поэтому для установки агрегата на толстые столешницы принято использовать более тонкие монтажные пластины из прочных материалов (стали, дюралюминия, поликарбоната, гетинакса или стеклотекстолита). Изготавливается пластина следующим образом.
- Из листа, например, текстолита, вырежьте квадратную заготовку 300 х 300 мм.
- Сверху пластины закрепите пластмассовую накладку, снятую с подошвы фрезера.
- Подберите сверло, соответствующее диаметру крепежных винтов, и просверлите в пластине отверстия, используя пластиковую накладку в качестве шаблона.

- Уложите пластину на столешницу и обведите ее карандашом. После этого внутри полученного контура нарисуйте квадрат со срезанными углами, как показано на следующем рисунке.

- Эту фигуру со скошенными углами необходимо вырезать лобзиком, предварительно просверлив в ней отверстие для входа пилы.
- После вырезания внутренней части вокруг внешнего контура следует закрепить планки, используя струбцины. Они будут служить шаблоном для обкаточной фрезы
. Толщина планок должна быть достаточной для того, чтобы при установке глубины обработки упорный подшипник фрезы находился в зоне кромки направляющих.

- Для фрезеровки углубления закрепите в цанге агрегата обкаточную фрезу с верхним подшипником.

- Установите глубину обработки. Она должна равняться толщине пластины, предназначенной для монтажа агрегата.
- Профрезеруйте данный участок столешницы по установленному шаблону в несколько проходов.
- Уложите пластину в проделанное углубление. Она должна быть заподлицо с поверхностью основной плиты. Если пластина немного выступает, то прибавьте еще немного глубины погружения с помощью микрометрического винта и сделайте повторный проход фрезой.
- По углам выборки разметьте и просверлите отверстия для крепежа пластины.

- Уложите монтажную пластину в подготовленное посадочное место и, придерживая ее, переверните столешницу. После чего просверлите в пластине отверстия под крепеж. Чтобы спрятать шляпки болтов, прозенкуйте отверстия на лицевой стороне накладки.
- Также все отверстия с обратной стороны столешницы, предназначенные для закрепления пластины, следует расширить под посадку самоконтрящихся гаек сверлом с диаметром 11 мм. Гайки нужно посадить в полученные отверстия на эпоксидный клей (для выравнивания можно вкрутить в них болты).
Усовершенствование упора
Параллельный упор можно доработать, чтобы настройка фрезерного стола происходила более удобно и быстро: для этого нужно врезать в столешницу С-образные направляющие. Профиль может быть из алюминия. Для врезки используется прямая пазовая фреза. Профиль укладывается в подготовленный паз и прикручивается шурупами.


Далее, следует подобрать болты с шестигранной шляпкой такого размера, чтобы она могла входить в С-образный профиль и не проворачиваться в нем. Просверлите 2 отверстия в основании параллельного упора, соответствующие диаметру болта.

Также следует врезать С-образный профиль и в переднюю планку упора для закрепления на ней различных прижимов и защитных кожухов.

Прикручивается упор к столешнице с помощью гаек-барашков.

На задней стороне упора можно сделать камеру для подключения пылесоса . Для этого достаточно вырезать из фанеры квадрат, просверлить в нем отверстие под патрубок пылесоса и прикрутить получившуюся крышку к косынкам.

Также к упору можно добавить предохранительный щиток , изготовленный из МДФ или ЛДСП и небольшого прямоугольника из оргстекла. Для выборки пазов можно использовать лобзик либо фрезер с установленной пазовой фрезой.

Чтобы была возможность обрабатывать мелкие детали, необходимо изготовить фиксаторы и прижимы из фанеры или МДФ.

Изготавливается на циркулярке с шагом между пропилами 2 мм.

При желании, можно изготовить фрезерный стол с ящиками для инструмента .

Изготовление основания стола
Если требуется из ручного фрезера сделать стационарный станок, то без изготовления прочного основания не обойтись. Ниже приведена карта раскроя с нанесенными на ней деталями, которые потребуются для сборки основания стола. Размеры деталей потребуется подкорректировать, если использовать листовой материал другой толщины.


Все детали стола для ручного фрезера собираются с помощью конфирматов. Для удобства передвижения стола к его днищу можно прикрепить ролики. Если немного расширить данный стол и прикрепить в свободной его части дисковую ручную пилу, то получится универсальный стол для фрезера и циркулярки.

Чтобы станок занимал меньше места, его можно сделать по принципу стола-книжки с опускающимися с обеих сторон столешницами.

Самодельные приспособления для фрезера
Для расширения функциональных возможностей данного агрегата в продаже имеются достаточно дорогостоящие приспособления. Но владельцы фрезеров в целях экономии средств стараются изготавливать различные приспособы своими руками, которые работают не хуже заводских.
Простая шипорезка для фрезера изготавливается из двух кусков фанеры и пары мебельных телескопических направляющих. Фрезер устанавливается на площадке, имеющей отверстие для инструмента. Площадка крепится к верстаку под углом (для более удобного позиционирования оснастки по высоте), как показано на фото ниже.


Итак, шипорезное приспособление изготавливается в следующем порядке.
- Вырежьте из фанеры 2 площадки одинаковых размеров. Размер приспособы может быть любой.
- Расположите по краям первой площадки две телескопических направляющих параллельно друг другу и прикрутите их шурупами.

- Для более точного позиционирования направляющих можно между ними прикрутить две одинаковые по длине планки.

- Следует выдвинуть ответные планки и подложить под них вторую площадку вровень с первой. Поставьте карандашом на второй площадке точки сквозь планку, после чего проведите через них линию.
- Выньте из направляющих ответные планки, нажав на пластмассовые “усики”, расположенные на их обратной стороне.
- Уложите на площадку с разметкой ответные планки так, чтобы линия проходила через центр отверстий для крепежа, и прикрутите их шурупами.

- Аккуратно совместите 2 направляющих и задвиньте их (вы должны услышать щелчок). Если вы вставите деталь с перекосом, то сломаете телескопы, и из них высыпятся шарики.

- Между вертикальным упором с агрегатом и подвижным столиком необходимо выдержать определенное расстояние.
Делается это для того, чтобы при опускании фрезы она не задевала площадку стола. Поскольку в данном случае максимальный вылет фрезы будет около 25 мм, то можно временно проложить между столиком и упором планку такой же ширины, то есть 25 мм. Планка позволит разместить конструкцию параллельно вертикальному упору
 .
. - На следующем этапе, придерживая приспособу, просверлите 2 отверстия под шканты. Они позволят быстро позиционировать шипорезку на верстаке. Когда отверстия будут готовы, вставьте в них пару шкантов. Теперь можно убрать планку, проложенную между упором и приспособлением.

- Теперь, когда подвижный столик закреплен, на верхней его площадке необходимо установить вертикальный упор, как показано на следующем рисунке. Для жесткости упор подпирается двумя косынками.

- Когда все элементы шипорезки будут закреплены, можно приступить к испытаниям. Положите заготовку на столик приспособления и прижмите ее к упору. Установите необходимую высоту фрезы, включите агрегат и профрезеруйте заготовку.

- После первого прохода переверните заготовку на 180 градусов и повторите обработку.

- Поверните заготовку на 90 градусов, поставив ее на кромку, и снова повторите операцию.

- Поверните деталь на 180 градусов и проведите окончательную обработку шипа.

В результате у вас получится ровный и качественный шип.

Меняя высоту фрезы относительно площадки шипорезки, можно получать шипы различной толщины.
Копировальная втулка
Если в комплектации к вашему фрезеру не было копировальной втулки, то ее можно изготовить буквально за 30 мин из подручных средств. Для самоделки понадобится металлическая или дюралюминиевая шайба, которую можно изготовить из листового металла, и водопроводный резьбовой удлинитель.

Копировальная втулка изготавливается следующим способом.
- Подберите подходящую под резьбу удлинителя гайку и разрежьте ее с помощью болгарки так, чтобы получилось тонкое кольцо. После этого выровняйте его на точильном станке.

- Необходимо изготовить круглую площадку для втулки из листового металла или алюминия толщиной 2 мм. В зависимости от модели агрегата, отверстие в его подошве может иметь различную форму
. В данном случае площадка должна иметь срезы по бокам, которые стачиваются на точильном станке.

- Сточив шайбу с двух сторон, разместите ее на подошве агрегата.

- Поставьте агрегат, не снимая шайбу, вертикально и наметьте карандашом места для крепежа сквозь отверстия в подошве аппарата.

- Места, отмеченные карандашом, необходимо накернить для точного позиционирования сверла.


- Сначала просверлите отверстия тонким сверлом, а затем уже сверлом, соответствующим диаметру крепежного болта.


- Оденьте шайбу на резьбовой удлинитель и закрутите кольцо-гайку. Зажмите деталь в тиски и обрежьте лишнюю резьбу вровень с гайкой при помощи болгарки.


- Зажмите деталь в тисках другой стороной и немного укоротите ее.

- Выровняйте деталь на шлифовальном круге, вставьте в подошву аппарата и закрепите ее винтами. Гайка-кольцо должна быть чуть ниже подошвы агрегата.



Направляющие для работы с фрезером
Если требуется выбрать очень длинный паз в заготовке, то понадобится приспособление для фрезера, которое называется шиной. Готовые металлические шины можно купить в специализированных магазинах. Но их также легко изготовить своими руками из пластика, фанеры или МДФ.
Толщина материала должна быть около 10 мм, чтобы детали можно было стянуть шурупами.
Направляющая для агрегата делается очень просто.
- Нарежьте на циркулярке три полосы. Одну широкую, порядка 200 мм, и 2 узкие – 140 и 40 мм каждая.
- Также изготовьте небольшую планку из того же материала, длиной около 300 мм и шириной 20 мм.
- Положите на широкую полосу деталь шириной 140 мм, выровняйте ее по краю и скрутите обе детали шурупами.
- Положите сверху широкой полосы, напротив прикрученной детали, узкую полосу шириной 40 мм. Для точного позиционирования проложите между верхними деталями планку шириной 20 мм и прикрутите узкую полосу шурупами к нижней детали. Таким образом, получится длинная шина с пазом шириной 20 мм.
- Возьмите планку шириной 20 мм и прикрутите ее к подошве аппарата, как показано на следующем фото. Для выборки паза подбирается прямая или фигурная пазовая фреза и закрепляется в цанге аппарата.

Когда все приспособления будут подготовлены, выполните следующие действия. Положите на верстак заготовку, которую необходимо обработать по всей длине, расположите на ней шину, закрепив струбцинами. Вставьте планку, прикрепленную к подошве фрезера в паз направляющей. Запустите агрегат и профрезеруйте заготовку по всей длине.
Если требуется выбрать глубокий паз, то обработка происходит в несколько заходов, чтобы оснастка погружалась в заготовку постепенно.